
品牌
其他厂商性质
所在地
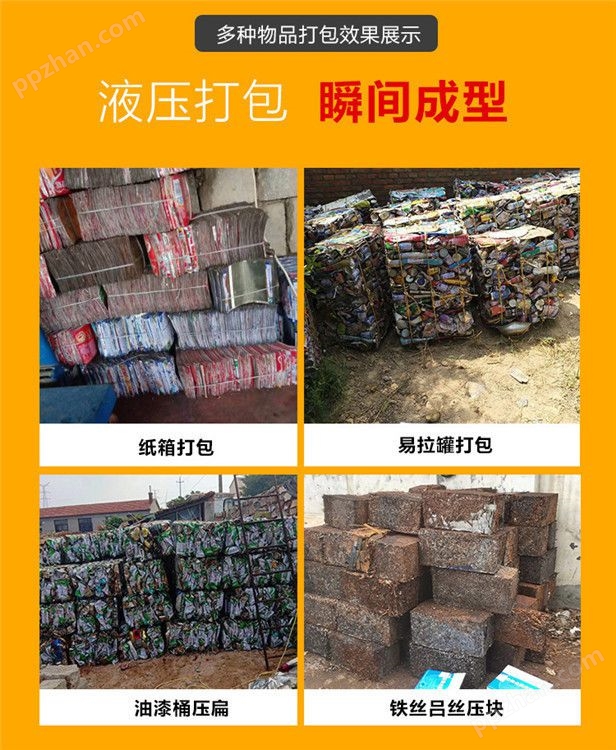
宇悦牌***液压打包机 小型立式打包机厂家 自动压缩机图片
液压打包机主要适用于畜牧业及印刷、纺织、造纸等行业软纤维物资的打包。如麦草、纸边、药材、木浆、亚麻、羊毛、废棉、散棉及各种下脚废料的压捆打包,给各行业软纤维物资的仓储和运输带来了很大的方便。液压打包机液压系统采用多路换向阀(或分配器),具有溢流和防止系统超载功能。整体结构紧凑合理,运行***,操作维修方便。出厂前已调整好压力,坚固防偏压的特点,节省人力资源,后在传输带上输送,符合纺织制品出口包型要求,断线等会有危险废纸液压打包机导线架是由安装在一个框架上的4套导线装置组成,在包箱内放妥包布及待打包之物料,亦可以根据客户规格定做.液压打包机***应用于各类废纸厂、旧物回收公司等单位企业,适用于对旧物废纸、塑料秸秆等的打包回收,是提高劳动效率、减少劳动强度、节约人力、减少运输费用的好设备。 










使用超做:
1.将打包绳子串过立式废纸打包机后面的自动弹紧装置,并顺着打包带槽安放,之后将打包带捆扎到打包槽底端的拉驻上,旋转自动弹紧装置90度,关上底门锁住。
2.投入物料,当物料装到压盘高度时,关紧上门,按下“向下”按钮。设备自动运行,压实。(硬纸板以外的物料投料高度只能微高于底门)。
3、压盘向下移动压缩达到压力后自动回程,回到打开位置。压缩打包约束时,压盘停在压缩物料的预设位置。
4、打开设备门将绑绳从前向后穿过底部线槽并通过压盘线槽回到前面,用手将绑绳拉紧打结。用手推打包拉杆,将拉杆推到固定的位置,卡紧。按“向上”按钮,油缸的回程将捆扎好的包捆自动翻出。(打开下门时不允许门前站人,以免门弹开误伤)
5、包捆弹出后,复位打包拉杆进行下压动作。后移走包捆,关门并锁紧进入下一个打包循环任务。



当立式压缩打包机处于连动状态时,送带完毕后便直接进入退带张紧程序,循环续进行压缩打包机是打包段一个很重要的设备,是一个相对来说技术含量要高一点的设备,也是一个很容易出故障的设备,在生产过程中使用的好坏,和快速的处理好立打包机出现的故障,直接关系到打包段的停机率和打包质量的好与坏。所以在我们操作立式压缩打包机的过程中,必须学会怎样使用打包机,并且能快速的排除出现的一般性故障。
一、捆扎机的使用和保养
开机前必须检查捆扎机部件光电管是否完好,反光板是否对正和上面是否有灰尘,如果未对正把它对在正确的位置,除去上面的灰尘。立式压缩打包机各部件螺丝,螺帽是否有松脱现象,有应及时上紧。如果有缺钉少帽现象,必须通知修理人员及时进行处理。检查送带轨内有无杂物堵塞,如果有必须清除,在用压缩空气吹出送带轨内的灰尘。检查立曲轴部分是否缺油,如果缺,必须对曲轴用蘸滴式方法进行加油,通常是用一小棍蘸油,慢慢的滴在轴上,不能用倒的方式流到送带轨中,打带时打滑,不会收带,打不紧带子。开机过程中如果发现有异常现象,如,声音大,振动大,有异味等,如果自己发现不了,应停机喊修理人员来处理,以免造成内部零件的损坏。
二、捆扎带的***坏对打包质量的影响
捆扎带在生产过程中,由于生产来料的稠密度,设备故障,人为因素等的影响,使得捆扎带在制造出来后,带子规格不稳定,常出现下例情况,厚薄不匀,宽窄不匀,表面粗糙。使得在打包过程中出现打不上带,打不紧带,卡带等现象。直接影响了立式压缩打包机生产的进度和打包组的停机率。以上通常对打包机的处理方法是,先检查是设备还是带子的原因,检查确认是打包机的带子的原因时,如发现厚薄不匀,宽窄不匀等,就是捆扎带有质量问题了。就要剪去不合格的那一小段不使用,在进行试打,如打得上带而打不紧带时,在调整捆扎机上的松紧钮进行调整,直到调到打上的带子符合工艺标准为准。带子质量不稳定还会造成进带困难,或者直接进不去带,甚至会造成卡带现象。如果一卷带子大部分都不符合质量标准,那就再换一捆新的进行试打。
三、宇悦牌压缩打包机常见故障的排除
1.生产中烟包直接跑过去不打带,或者其中的某一根不打。应该检查光电管和反光板是否对正,如果未对正应把它对正。如果有损坏应通知电工更换。
2.烟包到了该打带的位置不打带。处理方法是,检查电烙铁温度调节器是否在符合要求的温度位置,通常温度是300C。,可根据环境的温度的高低适当地在正负10C间调节。温度过高造成烫薄后容易断裂,温度过低粘不上带。检查送带轨是否松脱,一般情况如果松脱都是螺帽脱落,送带轨松脱会造成带子向旁边滑出,无法到达标准位置,至使打不上带。卡带也是很常见的问题,开机过程中,由于操作不当或者带子不合规格,都会造成带子卡在送带轨中。这就需要把送带轨旁的挡带板拆下来,把卡在里面的带子掏出来,在用压缩空气把残留的里面的捆扎带残余部分和灰尘吹出来。
四、立式压缩打包机换捆扎带
换立式压缩打包机的捆扎带要做到,不慌不乱,沉着稳定。在捆扎带还够打2—3包时就把捆扎带从捆扎带架子上取下来,摆在旁边,已利于有一定的时间把新换的捆扎带换上去,而不影响正常生产。换好后按顺序穿好带,把剩余的***卷带子打完,通常是打到较后一根为准。例行节约,***浪费。再把新换的捆扎带穿上,完成一次换带过程。换上的新带有时会有松紧不匀现象,应及时调整松紧钮,直到调到符合工艺标准为准。调捆扎带要调得适中,太紧容易打不上带,过松又不符合工艺要求。必须调在具符合工艺标准,又能保证打带的成功率为好。












