品牌
其他厂商性质
所在地
日本发那科FANUC高精度电火花慢走丝线切割机床处于行业地位,主要应用于国内国际市场,主要应用于精密模具刀具(尤其在金钢石刀具)加工制造,及各种高精度精密机械领域的应用.
此机器配备六轴五连动数控系统(只限于在连接旋转工作台,用于刀具加工时开放),还配有快速自动穿丝能力,在切割厚度和切割效率方面处于行业.
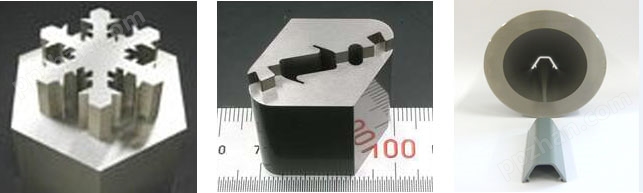
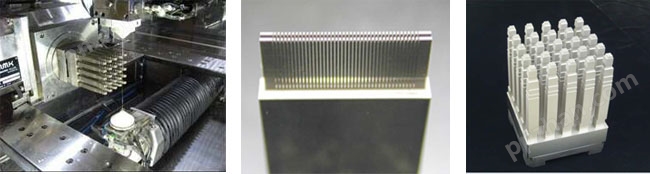
■ 高精度模具加工: ■ 接插件用模具部件:



| 机型 | α-C400iA | α-C600iA | ||
| 工件尺寸 | 无升降门 | 700×600×250mm | 1050×820×300mm | |
| 有升降门 | 700×555×250mm | 1050×775×300mm | ||
| 工件重量 | 500kg | 1000kg | ||
| XY轴工作台行程 | 370×270mm | 600×400mm | ||
| Z轴行程 | 255mm | 310mm | ||
| UV轴行程 | ±60mm×±60mm | ±100mm×±100mm | ||
| 锥度 | 标准 | ±30°/80mm | ±30°/150mm | |
| 选项 | ±45°/40mm | ±45°/70mm | ||
| 加工线直径 | 标准 | Ø0.1~0.3mm | Ø0.1~0.3mm | |
| 选项 | Ø0.05~0.3mm | — | ||
| 加工线重量 | 16kg | |||
| 机身重量 | 1800kg | 3000kg | ||
| 控制装置 | FANUC Series 31i-WB | |||
| NC程序存储容量 | 4MB | |||
| 切割效率 | 超过330mm2/min, 0.30线(HIS) SKD11/60mm厚 | |||
| 切割尺寸精度 | ±3µm以下 SKD11/60 mm厚 | |||
| 加工表面粗糙度 | 0.30µmRa SKD11/60 mm厚 | |||
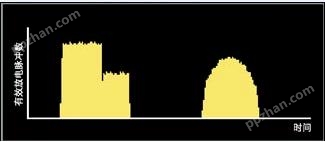
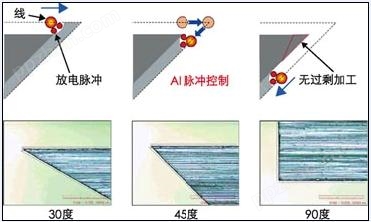
| 阶差形状下的高速加工 | 纳米差补 |
| ■即使在阶差加工和开放状态下的加工过程中,也可通过AI脉冲控制,基于正确的放电脉冲数的检测而进行控制,实现稳定的高速加工。 | ■从CNC控制装置发出的伺服指令=0.001μm(1nm) |
| ■消除轴移动误差的累积 | |
| ■通过检其准确而又平顺的轴移动,实现更加上乘的高精度加工 | |
|
|  |
| AI拐角控制 | 高精度圆度加工 |
| ■准确检测拐角部的加工量变化,对速度和加工能量进行控制,实现高精度的拐角加工 | ■借助于AI脉冲控制的高速和高精度加工、纳米差补准确而又平顺的轴控制以及逼近部分过度切屑防止功能所带来的效果,可以进行理想的高精度真圆度加工。 |
 |  |
| 的形状尺寸精度 | 高品位的PCD加工(选项) |
| ■通过新开发的双伺服线张力控制,将线张力控制在以往的1/4以下,显著提高了加工时的稳定性 | ■于PCD毛坯加工的加工电源 |
| ■可将边缘部分的损坏控制在最小,同时进行高速加工 | |
| ■通过于PCD的AC电源,即使长时间进行加工也可确保质量 | |
| ■使用产生细小放电脉冲的MF(微细后整理)电源,光洁度0. 1μmRa以下就成为可能 | |
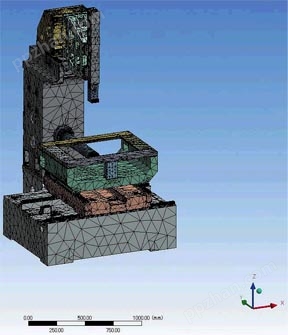
| 新的高刚性铸件 | |
| ■通过考虑到载荷及热平衡情况的对称铸件结构和利用大型磨床的金字塔式结构,可消除工作台移动时引起的工作台的悬伸,保持其高刚性 | |
 |  |
| 下导线嘴单元的高精度化 | 预密封机构 |
| ■大幅度强化了下导线嘴单元的刚性 | ■通过设置我公司独自开发的预密封机构(清洁区),减少加工碎屑向密封部位的粘附,防止摩擦电阻的增加所造成的加工精度下降 |
| ■排除来自下机臂内成为热源的放电电缆,防止下机臂的热位移 | |
| 伺服加工槽水位控制 | 2分割透时密封板 |
| ■加工槽的加工液面自动地与Z轴位置联动 | ■密封板采用透明的2分割结构,即使上面粘附有污垢,也可以马上得以确认,拆下来清洁也简便易行 |
| ■在工件厚度不同的工件的连续加工中发挥威力 | |
| ■实现了没有振动的可靠性高的水位控制 | |
| 线性编码器(XY轴\UV轴,选项) | 变频控制加工液温度管理 |
| ■可长期保持稳定的高精度加工 | ■标准安装有控制温度在±0.1°范围内的高精度变频控制加工液冷却装置 |
| ■无需在每次通电时进行参考点返回操作 | |
| ■可以进行电动停电恢复处理 | |
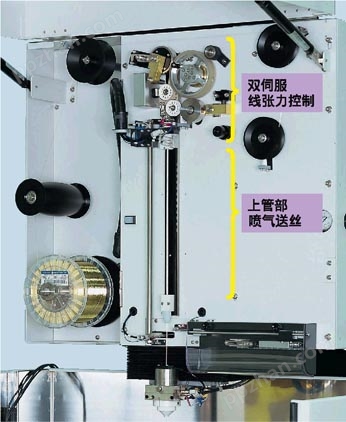
| 喷气式AWF | ||
| ■代之以过去的上管部喷水送丝,采用喷气送丝方式,从而进一步提高了自动穿线概率和可靠性 | ||
| ■以操作员利用打火机加热熔断线这一简单动作为原理,采用了ROBOCUT的热熔断方式 | ||
| ■退火效果形成线的直线度,热熔断则形成非常尖锐的线前端 | ||
 |  | |
| 简单的上导线嘴结构 | 在水中200mm穿线时的直线度比较(无喷射) | 锐利的线 |
| 双伺服线张力控制 | AI断线修复功能(选项) | |
| ■通过新开发的双伺服线张力控制,将线张力控制在以往的1/4以下,显著提高了加工时的稳定性 | ■发生断线时,在断线点的附近进行连接而不用返回到加工开始孔位置.在连接好以后,根据工作的歪斜\生锈程度,即使在开槽被堵塞的情况下,也可以妥善地进行断线的修复,而不用返回到加工开始孔位置.此外还可以节省返回到断线点的时间,缩短加工时间. | |
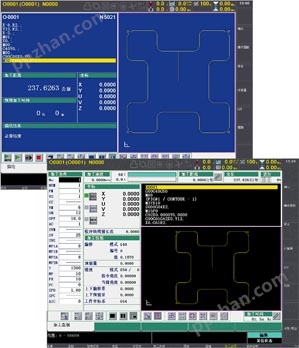
| 15英寸大型触摸屏/对话式加工条件设定 | |
| ■采用触控式15英寸显示器,大幅提高了画面上的显示信息量和操作性
| |
| 浅显易懂的高功能绘图 | 使用方便的外部输入/输出 |
| ■绘图速度大幅加快 | ■可通过USB存储器和存储卡进行程序输入/输出 |
| ■线位置光标自动追随加工轨迹 | ■即使在基于以太网的网络通信中也可进行输入/输出 |
| 加工作业准备\维修向导功能 | 三维坐标旋转功能(选项) |
| ■只要按照作业显示操作,即可有效进行加工开始前的加工准备作业 | ■通过触控测头和千分表来测量工件表面,并将设定值读入设定画面 |
| ■通过维修向导来支持日常维修\报警的应对 | ■根据已读入的数据,使程序坐标系倾斜 |
| ■节省工件的水平调整时间 | |
| ■不需要另行配备昂贵的水平调整夹具 | |
| 高性能CAM系统FANUC PC FAPT CTU I(选项) | |
| PC FAPT CUT I是在WINDOWS上运行的,灵活运用了POBOCUT的特长,便用使用的专用CAM系统 | |
| 与ROBOCUT之间的高亲和性 | 便于初学者使用的友好设计 |
| ■创建于ROBOCUT的NC程序 | ■只需借助于自学功能,按照画面上说明进行操作练习,短期内就可熟练掌握使用方法 |
| ■同时内置有ROBOCUT的加工条件 | 便于进行锥度形状的创建和确认 |
| ■可通过角度指令的锥度加工简单创建上下异形锥度的NC程序,进行三维绘图中的动作确认 | |
| 通信网络系统CUT MONITORI | |
| 利用CUTMONITOR I可以在离开ROBOCUT的场所确认其切削情况,接收或发送NC程序及改变切削条件 | |
| ■实时监控机床的运转情况 | ■收发NC程序 |
| ■变更加工中的加工条件 | ■向手机发送邮件功能 |
| ■连续自动记录日期和时间、机械坐标、程序坐标、加工条件、加工距离、发生报警等运转情况 | |