

品牌
生产厂家厂商性质
深圳市所在地
机筒的内表面硬度高于螺杆,它的损坏要比螺杆来得晚。机筒的报废就是内径直径由于时间磨损而增大。它的修复方法如下:
1、 因磨损增加直径的机筒,如果还有一定的渗氮层时,可把机筒内孔直接进行镗孔,研磨至一个新的直径尺寸,然后按此直径配制新螺杆。
2、 机筒内径经机加工修整重新浇铸合金,厚度在1~2mm间,然后 精加工至尺寸。
3、 一般情况下机筒的均化段磨损较快,可将此段(取5~7D长)经镗孔修整,再配一个渗氮合金钢衬套,内孔直径参照螺杆直径,留在正常配合间隙,进行加工配制。
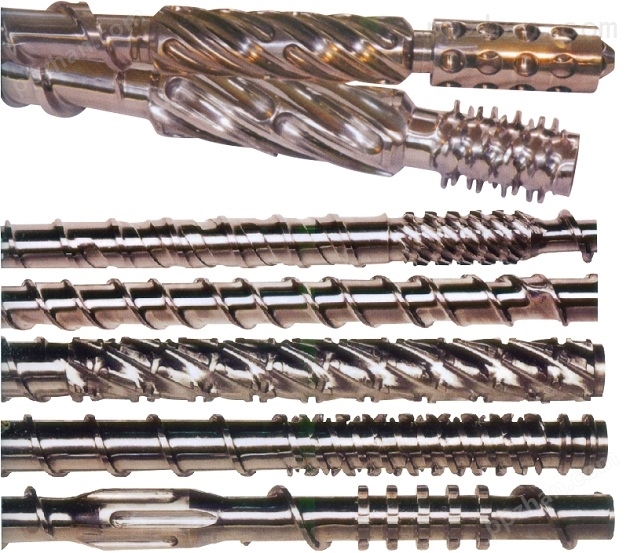
螺杆机筒的修复
(1)机筒内表面磨损或划伤痕不严重时,可用油石或砂布在车床上研磨修光。
(2)机筒内表面磨损教严重时,应先检查磨损沟痕深度,计算去掉磨损层后机筒内壁还是否有热处理硬层,可对机筒内孔表面进行修整。修磨后机筒内表面粗糙度Ra应不大于1.6üm。孔轴线公差按GB1184-80 7级精密加工。如修模后的机筒内表面已不存在热处理硬层,可配合金套在机筒内,也可用离心浇铸法,在机筒内壁浇铸一层硬质合金层,在经机加工研磨使用。

