
全自动影像测量仪PT-MC3020

产品简介
详细信息
序 号 | 品 名 | 规格/品牌 | 单位 | 数量 |
1 | 仪器机身 | 采用大理石底座,立柱、横梁,工作台,机器生锈 | 台 | 1 |
2 | CCD | SONY芯片高分辨率彩色CCD1/3〞600TV | 个 | 1 |
3 | 镜头 | 桂光可变倍自动调焦镜头 | 个 | 1 |
4 | 光栅尺 | 高精密光栅尺,分辩率0.001mm | 条 | 3 |
5 | 丝杆 | 研磨级丝杆 | 条 | 3 |
6 | 精准测量软件 | 专业精准2.5D自动测量软件 | 套 | 1 |
7 | 导轨 | 中国台湾高精密交叉滚珠导轨 | 组 | 3 |
8 | 软件 | SF 定制 | 个 | 1 |
9 | 光学校正片 | SF 定制 | 块 | 1 |
10 | 视频采集卡 | 10moons SDK-2000 | 块 | 1 |
11 | 数据采集卡 | SB300 | 个 | 1 |
12 | 控制系统 | 控制系统 | 个 | 3 |
13 | 灯光 | 可程控六环八分区上下光源 | 套 | 1 |
14 | 摇杆 | 3轴可调速控制手柄{选配} | 个 | 1 |
15 | 数据线 | 套 | 1 | |
16 | 电源线 | 套 | 1 | |
17 | 用户使用手册 | 纸质版和电子版, | 本 | 1 |
光学影像坐标测量仪规格及参数
仪 器 型 号 | PT-MC3020 | |
工作台 | 大理石台尺寸(mm) | 456*356 |
玻璃台尺寸(mm) | 350*250 | |
运动行程(mm) | X:300mm Y:200mm | |
调焦行程(mm) | (Z轴)150mm | |
测量与瞄准系统 | 高分辨率摄像机(CCD)1/3”彩色CCD 600TV | |
变焦物镜倍率:0.7-4.5X 工作距离:90mm | ||
视频放大倍率: 30-225X 显示分辨率:0.0005mm | ||
专业精准2.5D自动测量软件 | ||
示值误差 | X.Y≤(3+L/200)um, (L为被测长度单位:mm) | |
重复测量精度 | 0.003MM | |
照明系统 | 表面光源及透射光源均为LED,亮度可调。 | |
外形尺寸(mm)(长×宽×高) | 820*580*1100 | |
仪器重量(kg) | 225kg | |
玻璃台承重 | 15kg | |
仪器电源 | 220V(AC) 50HZ | |
应用软件部分:
(1)基本功能:
1、 几何元素的测量评价:
柔性定位:找正、旋转、置零、平移及坐标系的存储、提取。
几何元素测量及评定:点、直线、平面、圆、椭圆、相交、距离、对称、垂直、夹角。
形位误差的评定:直线度、平面度、圆度。
位置误差的 评 定:平行度、垂直度、倾斜度、同轴度(同心度)、对称度位置度、 端面跳动、全跳动。
2、可以自动编程测量,提高工作效率。
3、保存打印测量结果和测量报告。测量报告输出的格式DXF、Word、Excel、TX等。
4、Window操作系统,中文操作界面;汉语、英语相互转换。
5、可选配Renishaw 或是TESA接触式探头实现三维尺寸测量;以及激光非接触式探头,瞬间测量 快 精 准 可测量平面度、尺寸测量、厚度、翘曲、盲孔及沉孔测量。
(2)宏测量功能:
宏测量功能就是,将一些测量,构造命令关联到一个按钮上。点击按钮,即开始执行宏测量功能,宏测量功能会自动完成构造动作,减少用户操作鼠标次数,提高工作效率。
要注意的是:宏测量不同于用户程序功能,宏测量不会记录光源,座标位置等测量状态。
运行宏测量功能时,也不会移动工作台,打光等。
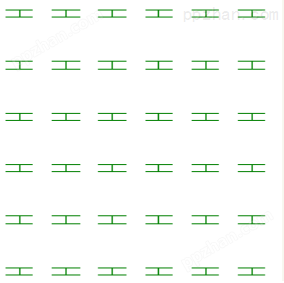
软件提供了16组宏测量功能,用户可以自己编辑宏测量功能按钮的图标。宏测量功能的界面如下:
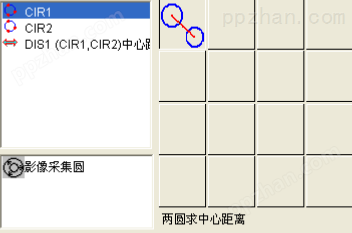
(3)自动捕捉测量:
点击 然后用鼠标圆圈去套住工件的边缘,即可自动寻边得到线,圆或者弧.如下图,会自动框住圆。
然后用鼠标圆圈去套住工件的边缘,即可自动寻边得到线,圆或者弧.如下图,会自动框住圆。
元素构造功能强大。提供 10 种构造法(【平移】、【旋转】、【提取】、【组合】、【平行】、【垂直】、【镜像】、【对称】、【相交】、【相切】)构造几何元素。
INSPEC2D元素构造使得用户轻松应付一些难以测量的元素,从而提高工作效率。
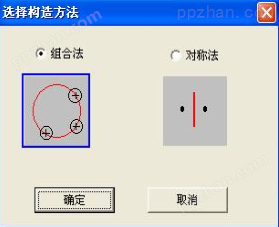
*选择对称法,点确定,即求两点的对称线
(5)显示结果丰富:
对各种元素的测量结果显示,其信息量大,能满足各种客户的需要。并可设置哪些内容显示,哪些内容不显示,也可以单个元素进行单独设置其显示信息。也可对同类元素进行设置,下图是圆元素的显示信息设置对话框:
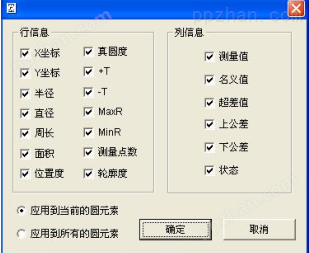
如果测量结果超差,会指示是哪项内容超差,并将该项显示成红色,如下图:

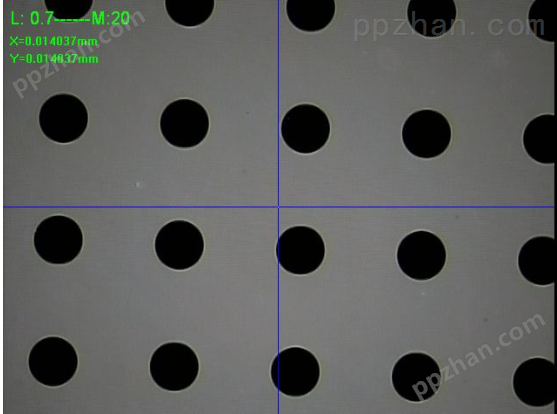
下图中显示了光学放大倍率与屏幕放大倍率,屏幕放大倍率是轴软件自动计算得到的,并能显示一个像素相当于多少mm。
可根据图纸建立多重工件座标系。实现各坐标系的座标变换;能方便地实现直角坐标系与极坐标系之间的相互转换;能实现各工件坐标系的存储和调用。下图是建立了两个座标系后的图形。
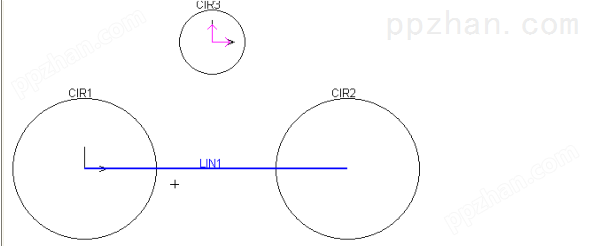
建立座标系后,如果选择了十字线旋转功能,十字线会作旋转,指示座标系的旋转方向。
(8)用户程序:
不受限制的用户程序记录、编辑、保存。呼出功能。SPC 用户程序可以记录﹑编辑所有的用户动作,实现复制测量,大幅提高测量效率。
简易的用户程序教导方式,可复制教导步骤,强大的视觉化编辑功能,方便批量检测。
SPC使用教导程序模式记录用户程序。用户在次测量工件时,自动记录工件测量的用户程序,记录的用户程序能被保存到电脑以便能再次打开重新运行。
智能型方向指示器,指示下一步要测量的元素的位置,方便用户寻找目标。
可以设置是否在运行用户程序过程中进行自动对焦,在自动测量过程中,可以进行手动测量。
可以重新测量一个元素,以改变其测量方法,也可以编辑修改其测量的倍率,光源,寻边方法等。
下图是通过平移和旋转建立的两个用户程序:
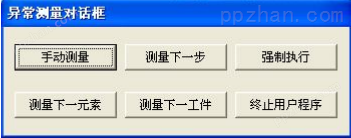
软件提供超差暂停功能和测量失败暂停功能,如果在运行用户程序时,出现测量异常,软件可以智能处理。
提供精准对焦和快速对焦功能,可以通过对焦测量高度值,或通过自动对焦得到当前的点座标。
(10)辅助调光:
调光指示器,会指示用户什么时候光强,避免了因打光所带来的测量误差,提高了测量精度和测量效率。

支持 1*8 到 5*8 区的程控光源。
支持全亮,环亮,区亮,段亮控制模式。
(12)控制模式:
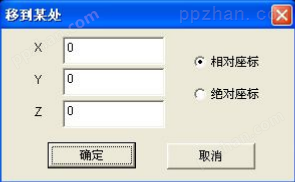
多种运动控制模式软件提供七种运动的控制模式,方便用户移动工作台,分别为:用操作盒移动工作台,在影像窗口点击鼠标中键,在影像窗口接住右键不放进行移动,在绘图窗口点击鼠标中键,在元素列表窗口选择移到此处,在运动控制窗口区点击鼠标,输入座标值进行移动。
下图为输入座标值进行移动:
有完善的图形处理和显示功能(缩放、平移、视窗显示、局部放大、全屏显示),使测量结果变得更加形象、直观,便于用户操作。
滚动鼠标中键,放大缩小图形,按住中键不放移动鼠标,则移动图形。
(14)标注功能:
能直接在绘图区及影像区的元素图形上标注角度、距离、X 方向距离、Y 方向距离、圆(弧)半径、圆(弧)直径、弧长。
使用户一目了然。影像窗口与画图窗口可以同步显示测量的元素和标注。
可以隐藏影像窗口的绘制的图形,可以同步删除,选择影像窗口和 2D 图形窗口的图形元素。
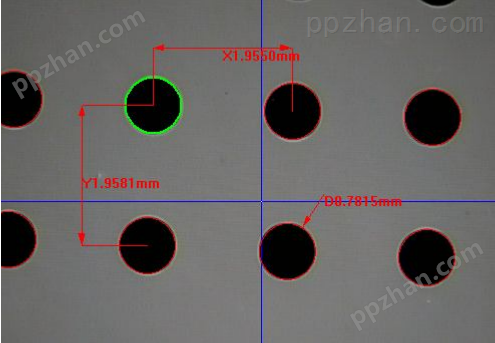
下图为标注两圆的 X 方向与 Y 方向距离,及圆的半径
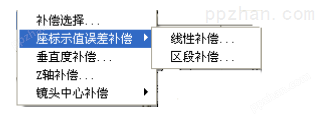
软件带有系统误差修正功能。目前可对座标定位系统误差,垂直度系统误差,Z 轴直线度误差,镜头中心偏移进行补偿。
对座标定位系统误差的补偿,有线性补偿和区段补偿两种方法可供选用。
下图为系统误差补偿菜单:
完善的尺寸公差计算能力。可设置默认的公差带符合国标的形位公差计算能力,能计算形状公差,真直度,圆、弧的真圆度。
位置公差计算包含位置度、平行度、垂直度、倾斜度及同心度,对称度。超差能自动报警,并以红色警示。
下图为圆的尺寸公差输入对话框:
导入 DXF 档后,软件会提示用户一步一步操作,当建立好工件座标系后,则 DXF 档导入产生用户程式完成。软件会自动产生名元素的名义值。当运行用户程式时,将产生 DXF 档与影像贴图对比。
(18)扫描功能:
可多区域扫描工件的边缘上的点,这个扫描是将影像窗口内边缘上的点全部扫描进来,形成点数据,并将扫描得到的点保存成 DXF 档,下图为整个工件的边缘扫描所得到的图形。

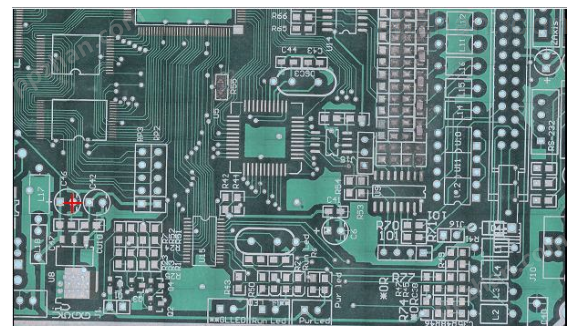
可将工件分成多个区域进行拍照,形成大地图,并能在地图上进行标注。
下图为PCB全图可在地图上进行标注,点击鼠标“中键”移到当前处。
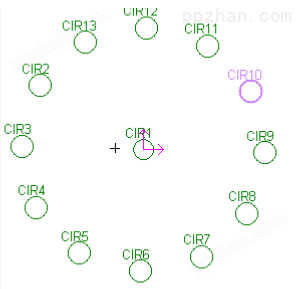
提供多个相同工件放置在工件台,可以一次性测量所有的工件,这就是阵列测量。软件提供矩形阵列和环形阵列功能。
(21)轮廓扫描:
轮廓扫描:只扫描的工件轮廓,不管是开轮廓还是闭轮廓都可以进行扫描。包括规则图形如圆,弧,线,椭圆等可以扫描,就是不规则的开云线和闭云线都可以进行扫描.得到点数据。
这个功能在较大的工件要扫描工件轮廓时非常有用,通过 CNC 机器能快速扫描得到工件的轮廓。
下图为轮廓扫描得到的结果:
现已准备好的“中文简体”、“中文繁体”与“英文”三种屏幕对话语言已能满足绝大多数用户的需求。系统默认的语言与计算机操作系统相一致。用户可通过“参数设置”实现中英文切换。
(23)报表功能:
1)测量数据可以导出到 Excel、Word,AutoCAD,TXT中。
2)运行用户程序时,可将数据按行或列方式导入到Excel中。
3)导入到报表中时,可选择是否导出图形和位图。
下图是同一个工件图片,测量五次后,自动导出到Excel中的报表
影像测量仪提供独立的,专业的全自动测量软件,进行测量数据的后续处理测量软件与 SPC 软件无缝连接,测量软件完成测量后,自动将数据导入到SPC数据库,不需要人工再输入,所有的管制界限的设置全部在测量软件中完成,SPC 软件无需再设置,从而大大提高效率。
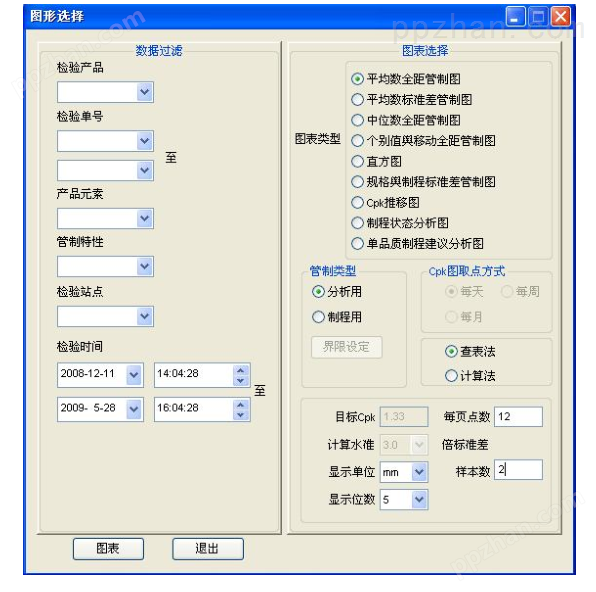
SPC 提供制程用和分析用管制图。提供的管制图有:平均数全距管制图,平均数标准差管制图,中位数全距管制图,个别值与移动平均值管制图,直方图cpk推移图,规格标准差管制图,制程标准差管制图,标准差比较图,制程建议分析图等。
对生成的图形可以利用八大判定规则进行判定。其图表及数据可打印及导入到Excel中。
下图为选择图表类型的对话框:
1、使用环境
测量系统为高科技机电一体化设备,为保证仪器的高精度和运行的稳定性,对工作环境有一定的要求:
1)避开强电、强磁场等严重影响测量仪信号传输的设备。如:电焊机、发射塔等
2)使用三芯电源,保证测量仪良好的接地,避免各种交流杂波的干扰。
3)电压要求平稳,避免大的起伏波动,使用稳压器。
4)机器不可在强酸、强碱、粉尘、湿度大和温差大的环境中工作。
2、电源要求
为基本室内用电 220 伏特,不需要使用动力电,有 UPS 稳压电源。
3、注意事项
1)用户根据厂家提供的设备安装要求做好准备工作。
2)设备安装由厂家派专人负责。
3)设备调试由厂家派专人负责,调试完毕后,由双方确认验收。
4、验收要求
1)目测和操作试验检查外观及各部分的相互作用。
2)用相应的诊断程序检查计算机、软件功能。
3)能满足客户提供的样品检测要求。